
ASME BPE EP Производитель электрополированных тройников из чистой нержавеющей стали
Часто, когда речь заходит об электрополированных тройниках из нержавеющей стали, люди думают о простоте процесса. Но реальность, как всегда, сложнее. Опыт работы в этой сфере показывает, что качество конечного продукта напрямую зависит от множества факторов – от подготовки поверхности до контроля финального покрытия. И дело не только в технологиях, но и в понимании специфики материалов и требований конкретных применений. В этой статье я постараюсь поделиться своим взглядом на этот аспект производства, основанным на практическом опыте.
Почему электрополировка – это не всегда панацея
Электрополировка – отличный способ получить гладкую, блестящую поверхность и улучшить коррозионную стойкость. Но это не просто 'накладка'. Перед электрополировкой требуется тщательная подготовка – удаление окалины, следов масла, других загрязнений. Если этого не сделать, покрытие может быть неравномерным, а в худшем случае – повредить основной металл. Видел случаи, когда из-за неправильной подготовки поверхности после электрополировки тройники быстро выходили из строя.
Кроме того, выбор электролита – критически важный момент. Разные типы нержавеющей стали требуют разных составов электролитов. Использование неподходящего электролита может привести к образованию дефектов, таких как пористость или неоднородность покрытия. Здесь уже нужен опыт и знания, а не просто следование инструкциям.
Еще один часто упускаемый момент – контроль параметров процесса: напряжения, тока, температуры электролита. Несоблюдение этих параметров может привести к непредсказуемым результатам. Важно иметь возможность контролировать эти параметры и корректировать их в зависимости от конкретной партии.
Подготовка поверхности: фундамент качества
Этап подготовки поверхности – один из самых важных, а часто и недооцененных. Тщательное очищение поверхности – залог равномерного электрополирования и долговечности покрытия. Как правило, используется несколько этапов: обезжиривание, травление, механическая полировка. Механическая полировка позволяет удалить остатки окалины и выровнять микрорельеф поверхности.
В нашей практике часто сталкивались с проблемой неравномерного удаления загрязнений. Например, если тройник хранился в условиях повышенной влажности, на поверхности могли образоваться накипи и ржавчины, которые не удалялись стандартными средствами. В таких случаях приходилось использовать специальные химические реагенты или механические методы очистки.
Важно помнить, что после каждого этапа очистки поверхность необходимо тщательно промывать и сушить. Остатки реагентов могут негативно повлиять на процесс электрополирования и ухудшить качество покрытия. Мы используем только фильтрованную воду и специальные сушильные шкафы для обеспечения чистоты и сухости поверхности.
Контроль качества электрополированного покрытия
После электрополировки необходимо провести контроль качества покрытия. Это включает в себя визуальный осмотр, измерение толщины покрытия и проверку на наличие дефектов. Визуальный осмотр позволяет выявить царапины, потертости, неравномерности покрытия. Измерение толщины покрытия позволяет убедиться, что покрытие соответствует требованиям заказчика.
Для измерения толщины покрытия обычно используется специальное оборудование – толщиномер. Важно правильно выбрать толщиномер и настроить его для конкретного типа нержавеющей стали. Кроме того, необходимо учитывать, что толщина покрытия может различаться в зависимости от участка поверхности. Поэтому измерение необходимо проводить в нескольких местах.
Особое внимание следует уделять контролю качества на стыках и углах тройника. В этих местах часто образуются дефекты, такие как пористость или шелушение. В нашей компании мы используем микроскопы для детального осмотра этих участков.
Реальный кейс: проблемы и решения
Недавно нам поступил заказ на производство серии электрополированных тройников из чистовой нержавеющей стали AISI 316L для использования в пищевой промышленности. Заказчик предъявил очень высокие требования к качеству покрытия – не допускалось ни малейшего дефекта. После нескольких пробных партий мы выявили, что проблема заключалась в недостаточном контроле параметров электролиза. Мы увеличили время электролиза и оптимизировали состав электролита, что позволило получить покрытие, соответствующее требованиям заказчика.
Также возникла проблема с отслаиванием покрытия на некоторых участках тройника. Оказалось, что причиной этому было недостаточное обезжиривание поверхности перед электрополировкой. Мы внедрили новый этап обезжиривания с использованием более эффективного обезжиривающего средства, что позволило решить эту проблему.
Этот кейс показал, что даже при соблюдении всех технологических норм могут возникать проблемы. Важно не останавливаться на достигнутом и постоянно совершенствовать технологический процесс.
ООО Наньтун Хэнцзели Производство Оборудования и электрополированные тройники из нержавеющей стали
Компания ООО Наньтун Хэнцзели Производство Оборудования специализируется на производстве высококачественных гигиенических трубопроводов и фитингов, включая электрополированные тройники из нержавеющей стали. Наш опыт и знания позволяют нам предлагать оптимальные решения для различных отраслей промышленности. Мы используем современное оборудование и передовые технологии, а также строго контролируем качество на всех этапах производства.
Мы понимаем, что выбор правильного поставщика электрополированных тройников из нержавеющей стали – это ответственное решение. Мы предлагаем не только качественную продукцию, но и профессиональную техническую поддержку. Наши специалисты всегда готовы помочь вам с выбором оптимального решения для вашего применения.
Вы можете ознакомиться с нашим ассортиментом продукции и получить консультацию по телефону или электронной почте на сайте: https://www.hjlflow.ru.
Соответствующая продукция
Соответствующая продукция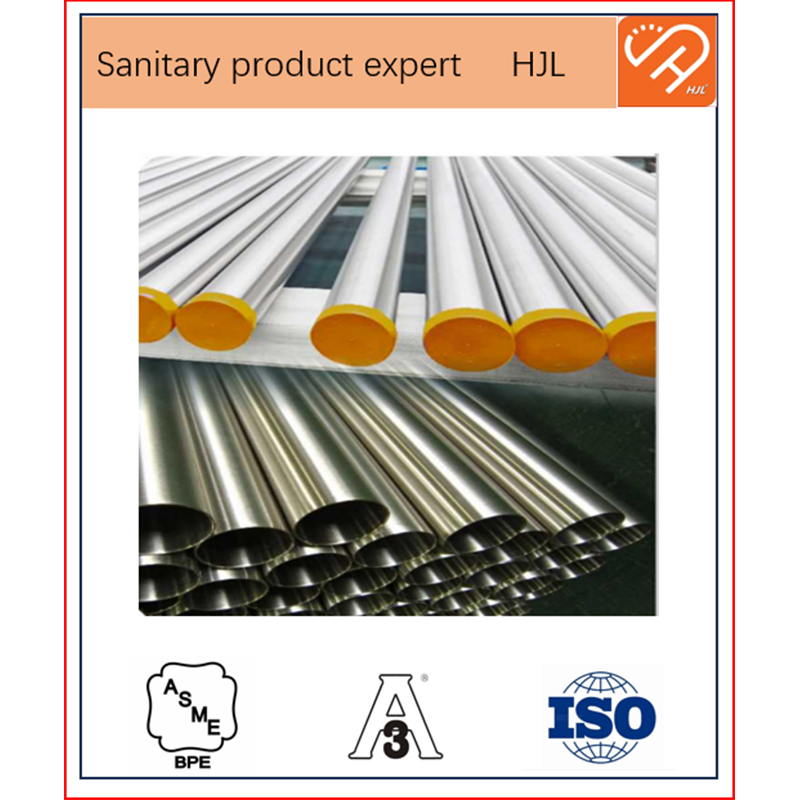





Самые продаваемые продукты
Самые продаваемые продукты-
 Санитарный односекционный отвод из нержавеющей стали
Санитарный односекционный отвод из нержавеющей стали -
 Санитарный ручной трехсекционный шаровой кран
Санитарный ручной трехсекционный шаровой кран -
 Санитарный сварной концентрический редуктор из нержавеющей стали
Санитарный сварной концентрический редуктор из нержавеющей стали -
 Санитарные быстроразъемные соединения из нержавеющей стали
Санитарные быстроразъемные соединения из нержавеющей стали -
 Санитарный зажимной отвод из нержавеющей стали
Санитарный зажимной отвод из нержавеющей стали -
 Санитарная молочная муфта DIN
Санитарная молочная муфта DIN -
 Прокатный санитарный концентрический редуктор из нержавеющей стали
Прокатный санитарный концентрический редуктор из нержавеющей стали -
 Автоматическая рулонная дверь для чистых помещений
Автоматическая рулонная дверь для чистых помещений -
 Санитарная сварная крестовина из нержавеющей стали
Санитарная сварная крестовина из нержавеющей стали -
 Санитарная прокладка для быстроразъемных соединений
Санитарная прокладка для быстроразъемных соединений -
 Санитарные трубопроводы из нержавеющей стали
Санитарные трубопроводы из нержавеющей стали -
 Тройник U-образный санитарный односторонний из нержавеющей стали
Тройник U-образный санитарный односторонний из нержавеющей стали
Связанный поиск
Связанный поиск- Ведущее быстросъемное колено из санитарного сплава 316L
- Основные страны-покупатели быстроразъемных колен из сантехнического сплава 316L
- ASME BPE EP SF4 Производитель электрополированных тройников из чистой нержавеющей стали
- Купить ISO трубы из нержавеющей стали
- Купить ASME BPE EP Электрополированный тройник из чистой нержавеющей стали
- Основные страны-покупатели сантехнических тройников из нержавеющей стали
- Дешевые ASME BPE трубы из нержавеющей стали
- Трубопроводы из нержавеющей стали сверхвысокой чистоты
- OEM санитарные фитинги трубы
- трубка из нержавеющей стали ASME BPE MP

